电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
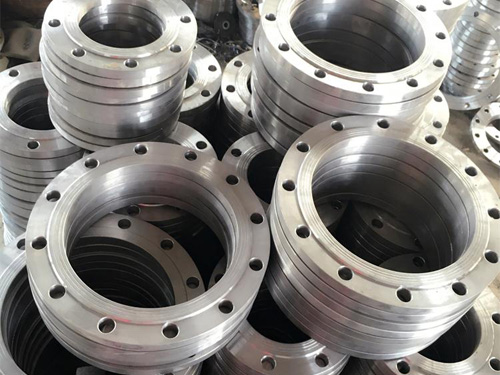
平焊法兰不仅节省了空间、减轻了重量,重要的是接头部位不会发生泄漏,具有良好的密封性能。紧凑法兰尺寸之所以减小,是由于减小了密封件的直径,这将会减小密封面的截面。其次,法兰垫片已被密封环所代替,以密封面对密封面的匹配。这样一来,为了压紧密封面仅需要很小的压力。随着所需压力的降低,螺栓的尺寸和所需数量都可相应减小,所以设计出了一种体积小且重量轻(比传统的法兰的重量减轻70%~80%)的新产品。因此平焊法兰式一种比较的法兰产品,减轻了质量和空间,对工业用途起了重要作用。平焊法兰的主要设计缺点是它不能无泄漏。这就是其设计上的不足:连接是动态的,而且诸如热膨胀和起伏不定的周期载荷都会造成法兰面之间的移动,影响法兰的功能,从而使法兰的完整性受损,导致泄漏。任意产品都不可能没有缺陷,只是尽量控制产品的不足到少,所以公司在生产平焊法兰时尽量完善产品的性能,使之发挥较大的作用。
一、平焊法兰的生产工艺包括哪些?
1、离心浇铸:将原材料放入熔炉中进行熔化,并使温度达到1600摄氏度以上,为防止将钢水注入模具后立马凝固,因此要同时将模具进行加热,并保持到800摄氏度以上的温度;启动离心机,并将钢水注入到预热后的模具当中,待模具自然冷却到800摄氏度左右时,停留10分钟左右,用冷水浇注,使材料温度接近室温后,取出铸件,这样浇铸法兰就制好了。
2、自由锻:要对原材料的横截面进行纵向的锻打,来增大横截面;接着再对原材料进行拔长操作,来根据实际需要增加材料的长度;然后在垂直于横截面的地方进行冲孔,制造出中通或者实心的法兰;再根据实际应用的需要,对材料进行角度的弯曲操作,以便根据需要来连接不同方向的两个管件;根据实际需要长度对材料进行切割。
3、模锻:模锻顾名思义,就是用特质的模具来制造对焊法兰,这种方法制造速率高,产品的质量好,当然价格也比自由锻法兰贵一些。模锻起先要将加工原材料注入模具当中,进行持续加热,使材料与模具充足贴合后进行冷却,将法兰取出,进行冲孔、切边、抛光等操作,这样一个对焊法兰就制好了。
二、平焊法兰制造的质量不同有哪些原因?
2、连接方式不同:平焊法兰与带颈对焊法兰在结构上的大区别在于接管与法兰连接方式的不同,带颈平焊法兰一般都是接管与法兰角接,而带颈对焊法兰是法兰与接管对接。
3、公称压力不同:平焊法兰公称压力为:0.6---4.0MPa的,而带颈对焊法兰公称压力为:1--25MPa等级的,显然,带颈平焊法兰的适应的压力等级较低些。
4、材质不同:平焊法兰材质为厚度符合要求的普通钢板机加工而成,而带颈对焊法兰材质多为锻钢件机加工而成。
在管道工程中,法兰主要用于管道的连接,低压管道可以使用丝接法兰,超过4公斤压力的就要使用焊接法兰。对焊法兰多用于介质条件比较缓和的环境下,如低压非净化压缩空气、低压循环水,它的优势在于价格比较便宜。对焊法兰主要用于工况比较苛刻的场合,如管道热膨胀或其他载荷而使法兰处受的应力较大或应力变化反复的场合;压力、温度大幅度波动的管道或高温、高压及零下低温的管道。对焊法兰不易变形,密封好,应用普遍,公称压力PN在16MPa左右。与平焊法兰不同之处在于从法兰与管子焊接处到法兰盘有一段长而倾斜的高颈,此段高颈的壁厚沿高度方向逐渐过渡到管壁厚度,改进了应力的不连续性,因而增加了法兰强度。关于平焊法兰的这个问题一直是人们比较关注的话题,它关系到公司和企业的生产成本或者经济效益等问题,所以关于平焊法兰的密封原理在不断的改进和完善。