电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
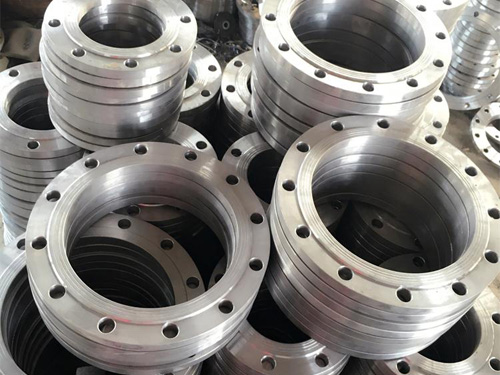
大口径法兰的生产材质和生产工艺会直接影响到其质量和特性,目前使用普遍的是不锈钢材质和加碳材质,通过高温加热使钢材液化成型。比较流行的有五种生产工艺,锻压法,滚轧法,冲压法,弯曲成形法,膨胀法等。现在生产工艺已经摈弃守旧的人工操作,其危害性尤其大,不利于生产工人的身体健康,采用全新的计算机控制生产技术,可以提升生产速率,减少劳动力,可以很好的对人工隔离尤其危险的高温钢坯,提升了一种稳定防护措施。选用大口径法兰要从其材质和制作工艺出发,这样可以确定生产出来的大口径法兰的质量,可以借助一些工具来具体检测其质量和工艺。因此,在管道系统建设中常常会用到大口径法兰,在很多大型工程建设中使用也尤其普遍。
大口径法兰是如何挤压弯曲成形的?下面,我们来详细了解一下:
一、通过管坯的偏心设计来实现模口处管坯内外弧的差速流动,从而产生弯曲形成弯头。通过管坯的偏心设计可以实现模口处管坯内外弧的差速流动,速度差值可达到预期设想,但成形弯头的弯曲曲率未达到要求。
二、通过对不同加载方案模拟结果的对比分析,得出了不同加载路径对成形弯头弯曲曲率的影响规律,为进一步较深入的研讨奠定了坚实的基础。
三、根据法兰规格换算成的速差要求以及差速挤出成形工艺特点,对管坯和成形模具进行了设计,用PRO/E软件建立管坯和模具的三维实体模型,用软件对成形过程进行了有限元数值模拟。
四、对成形过程及结果进行了等效应力、等效应变、速度场以及载荷变化分析,研讨了差速挤出大口径厚壁弯头的成形特点,发现成形弯头截面无扁化,壁厚均匀,达到了误差要求,残余应力较小。
五、在大口径法兰推制的时候相应要保持管道内壁光滑,没有毛刺焊溜等因此在大口径法兰推制以前,相应要对管子的内部进行冲洗打磨,同时要涂上质量好的铅粉。
六、大口径法兰在推制完成之后,还有较大的内应力和还原性,由于推制后也有比较大的应力存在和还原性,所以要求胎具的倍数在2.9倍左右而不是整整的3倍,不像国标弯头推至完毕后还可以压制一下使其达到国标,如此大的型号是不允许的。
大口径法兰作为管路系统中的关键元件之一,被普遍应用于化工、石油、燃气、机械和水电等行业。随着工业的快发展和扩张,在实际工程应用中,对大口径厚壁弯头的需求越来越多。但大口径法兰的加工方法在国内尚处于发展的起步阶段,主要依靠引进工艺与自行研讨。在成型工艺中对挤压弯曲成形和差速挤出成形大口径法兰的方法进行了深入研讨,并对成形工艺进行了优化改进。
另外,为了防止大口径法兰在使用的过程中发生冷裂纹,在其出厂前还需要经过碳管预热,通过预热处理之后,就能够减低中碳钢热影响区域,同时预热还能够提升大口径法兰的塑性,这样在焊接完成之后,还能够将残余的应力减少,而且不同型号的钢预热温度也是不相同的,但是这样步骤一般都是在焊接的过程中完成的,我们可以根据焊接要求,对局部进行预热的时候,对预热温度进行调节。大口径法兰的尺寸检查主要包括:壁厚、弯曲角度、弯曲半径、波浪度、平面度、椭圆度等。对弯管壁厚检查时,应参照工艺评定时的要求进行。受材料组织和壁厚不均等因素的影响,实际弯管时,弯曲部位易出现波浪现象,对波浪度的测量可参照标准要求:弯曲后管道的相邻两个较大波峰直径的平均值与该波峰间管道的小波谷直径的差值不应超过管道名义外径的3%。对于弯曲半径、弯曲角度等尺寸的测量可参照PFI标准ES-24中推荐的公差要求执行。尺寸测量完成后应对数据进行记录。