电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
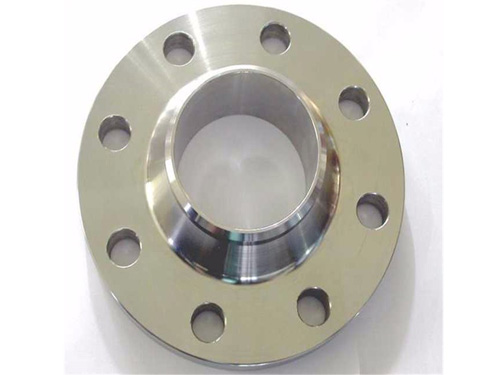
带颈对焊法兰正确的安装顺序如下:
一、在衔接带颈对焊法兰前要对所衔接的不锈钢管件的内外侧进行整理。
二、将带槽环的法兰盘分别安装在需求衔接的管材上。
三、管材的端口需求90度翻边工艺处理,处理后管材的端口平面需求进行打磨,打磨后应该垂直平整,并且没有毛刺、凹凸和变形的疑问出现,并且管口需求用用的工具弄圆。
四、还有一种简略的方法即是运用用成品进行翻边短管然后将其焊接在管材上运用。
五、在带槽环的法兰盘中嵌入两侧装好的O形橡胶密封圈不锈钢密封环。密封环内孔与管材的内径一样。
六、然后将法兰盘孔用螺栓衔接,螺栓组件需对称拧紧。
带颈对焊法兰的优点有:
1、连接管路并能保持管路密封性能。
2、便于某段管路的替换。
3、便于拆开检查管路情况。
4、便于某段管路的封闭。
带颈法兰常用作连接时材料的变愈,钢环等把法兰套在管端上,法兰可以在管端上活动。钢环或翻边就是密封面,法兰的作用则是把它们压紧。带颈平焊法兰是可以活动的法兰片,一般是配套在给排水配件上(伸缩节上较常见),厂家出厂时伸缩节两端就各有一片法兰,直接与工程中的管道、设备用螺栓连接。
对焊法兰采取比较复杂的嗽叭形体结构,具有适用于压力或温度大幅度波动的管线或高温、高压及低温的管道的好处,一般用于PN大于2.5MPa的管道及阀门的连接;也用于输送价格昂贵、易燃、易爆介质的管路上。
对焊法兰的颈部外侧斜度应不大于7°。对焊法兰在生产和焊接时严格控制技术参数,确定能够在生产和使用中充足发挥作用和价值。应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。
对焊法兰具有不易变形,密封好,应用普遍,有相应的刚性与弹性要求和正确的对焊减薄过渡,焊口离接合面距离大,接合面免受焊接温度变形的特点。
对焊法兰的生产工艺流程介绍:
对焊法兰的锻造工艺过程一般由以下工序组成,即选取优良钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。
自由锻生产率低,加工余量大,但工具简单,通用性大,故被普遍用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率不错,操作简单,容易实现机械化和自动化。模锻件尺寸精度不错,机械加工余量小,锻件的纤维组织分布愈为正确,可进一步提升零件的使用寿命。
焊接工序的不同:
对焊法兰它的焊接性能相对于平焊来说是比好的,对焊法兰的腐蚀会比小。不过对焊法兰的焊接安装过程会复杂一些,需要对法兰的两面都进行焊接,平焊法兰只需要单面焊接就可以。不过也不是相应的,不过从整体了解,平焊要比对焊简单很多。
用途的区别:
一般低、中压管道中采用平焊法兰的多,中、高压管道的连接使用的对焊法兰多。高压下,用对焊法兰进行焊接,其实主要就要减少应力集中。从法兰的安装费用来看,当然是复杂的高一点了。对焊法兰在安装的时候,无论是从费用还是辅材费来看,都要比平焊法兰要高。