电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
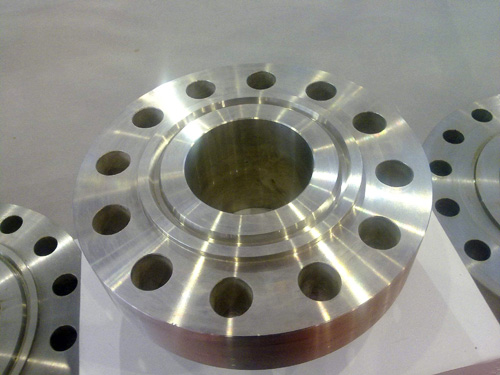
锻造法兰是法兰产品中机械性能较好的一种产品。它的原材料一般是管坯,然后进行切割之后再进行不断的捶打,以钢锭中的偏析、疏松等缺陷。价格和力学性能都比普通的铸造法兰高一个档次。法兰是使管子与管子及阀门相互连接的零件,连接于管端;也有用在设备进出口上的法兰,用于两个设备之间的连接是使管子与管子相互连接的零件,连接于管端。是管道的一种附属配件产品。锻造法兰主要的材质有碳钢,合金钢,不锈钢。主要的标准有国标,电标,美标,德标,日标等。主要的处理有涂油和镀锌。锻造法兰的耐压,耐温性能比较好,一般适用于高压高温的工作环境中。
简单了解锻造法兰的工艺流程
(1)连杆头锻造法:用拔长法中的辅助操作切肩法捶凹,用砍截法切去两角,拔长杆部,切去接近杆部两角,把头部和杆部打圆,以后是冲孔,修整后锻件完成。
(2)螺钉锻造法兰:一种用镦粗法,强度大,先镦粗,再放入漏盘镦平,再放入甩子锻卡六角头,再用罩卡修整六角头,用锻件完成;另一种用锻接法,强度小,先用砍截法下料,形状是适当长度的扁方截面,在铁砧前端弯曲成环形,将环形料套在圆杆料上用锻接法焊牢在一起,制成螺钉。
(3)单臂曲轴锻造工艺:把坯料锻成锻件中的大截面,然后在相应距离冲两个小孔,用工具剁出楔形槽,用机器锤锻打拔长曲轴左边,拔长曲轴右部,以后是矫正并修整到规定尺寸。
(4)叉形头锻造法:毛坯切肩后伸长杆训,冲小孔并避开在铁砧前端上分开,打薄分开部分后凸圆部分,在模型上弯曲,修整后锻件完成。
(5)压力机锻造工艺过程:压力机一般锻造较大形的锻件,锻造法兰工艺规程由锻件图、锻造工艺卡、热处理工艺和工艺守则等内容组成。它不但是锻造生产的基本文件之一,而且还是组织生产、下达任务和生产前准备工作的基本依据之一,同时工艺规程也是生产时需要遵守的规则和锻件的质量验收标准。
(6)轮圈锻造工艺:将方形坯料锻成圆形,初步镦粗至高度约大于锻件20---25mm,用漏盘冲孔法冲孔后二次镦粗到等于锻件的高度,用拔长法在心轴上横拔,使轮圈的内径和外径达到规定尺寸。
(7)编制工艺规程:根据零件图设计编制锻件图,并相应的提出锻件技术与检验要求;确定坯料的质量、规格、尺寸及原材料的相关要求;选择设备制定变形工艺;确定锻造火次、锻造温度范围、加热和冷却热处理规范;编制填写工艺卡片,确定工时定额。
(8)工艺规程的内容:自由锻造工艺规程因受锻件技术条件、锻造法兰设备、工具、工人技术水平和原材料等因素的影响,因此,不同的锻造工艺规程生产同类锻件的质量差别很大。另外,一种零件因生产条件不同,就应该采用不同的锻造工艺方案。
(9)锻件图的绘制:自由锻造法兰的锻件图是以零件图为基础,考虑余块、机加工余量、锻造工差、检验用试样及热处理夹头等工艺因素,并按国度制图标准绘制而成。
生产工艺主要分为锻造、铸造这两种。铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔、裂纹、夹杂)。铸件内部组织流线型较差(如果是切削件,流线型较差)。锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰。锻造工艺不当也会出现晶粒大或不均,硬化裂纹现象,锻造成本高于铸造法兰。锻件比铸件能承受较高的剪切力和拉伸力。铸件的优点在于可以搞出比较复杂的外形,成本比较低。锻件优点在于内部组织均匀,不存在铸件中的气孔,夹杂等缺陷。从生产工艺流程区别铸造法兰和锻造法兰的不同,比如离心法兰就属于铸造法兰的一种。离心法兰属于铸造方法生产法兰,该种铸造较普通砂型铸造组织要细很多,质量提高不少,不易出现组织疏松、气孔、沙眼等问题。