电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
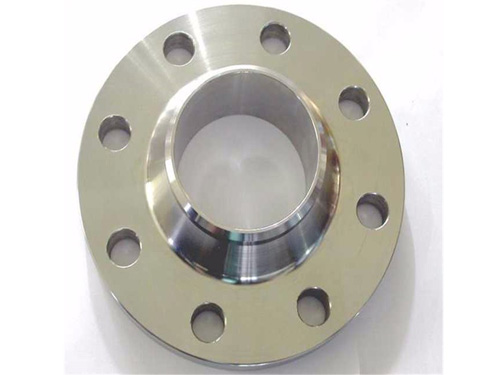
锻造法兰的生产工艺流程:锻造工艺进程一般由以下工序组成,即选取优良钢坯下料、加热、成形、锻后冷却。锻造的工艺办法有自由锻、模锻和胎膜锻。生产时,按锻件质量的巨细,生产批量的多少选择不同的锻造办法。
锻造法兰主要的原料有碳钢,合金钢,不锈钢。主要的标准有国标,电标,美标,德标,日标等。主要的处理有涂油和镀锌。盲板法兰跟着长输管道建造的发展,管道试压成为的一个重要环节,在试压前后,有需要对每段管线进行通球扫线,次数一般为4~5次。
特别在试压后,管线内的存水很难打扫洁净,打扫次数将较多。在收球处选用重复焊接封头的施工办法,其存在问题:一是添加工人的劳动强度;二是重复焊接封头法耗材高、需大型设备次数多、本钱高。针对长输管道试压后进行通球扫线时,在发球处选用重复焊接封头法所出现的劳动强度大、耗材高、需大型设备次数多、本钱高的问题,提出了一种新的简易快开法兰盲板施工法。
平焊法兰的主要作用:
1、连接管路并保持管路密封性能;
2、便于某段管路的替换;
3、便于拆开检查管路情况;
4、便于某段管路的封闭。
平焊法兰产品的使用注意事项:
1、铬平焊法兰管件焊后硬化性美标法兰较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用平焊法兰管件焊条(A107、A207)。
2、平焊法兰,为改进耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬平焊法兰好一些。采用同类型的铬平焊法兰焊条(G302、G307)时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用平焊法兰管件焊条(A107、A207)。
3、为了防止由于法兰盖加热而产生睛间腐蚀,焊接电流应该保持不宜太大,比碳钢焊条少于20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
4、焊条使用时应该保持其干燥,钛钙型应保持150℃干燥1小时,低a氢型应保持200-250℃干燥1小时,防止焊条药皮粘油和其它脏物,以免导致焊缝增加含碳量和影响焊件质量。
5、平焊法兰管件焊接时,受到重复加热而析出碳化物,降低蚀性以及产品的力学性能。
法兰是使管子与管子及阀门相互连接的零件,连接于管端;也有用在设备进出口上的法兰,用于两个设备之间的连接是使管子与管子相互连接的零件,连接于管端。是管道的一种配件产品。自由锻生产率低,加工余量大,但工具简略,通用性大,故被广泛使用。锻造法兰是法兰产品中机械性能好的一种产品,它的原材料一般是管坯,然后进行切割之后再进行不断的捶打,以钢锭中的偏析、疏松等缺点。
法兰的工艺进程,需要选用不锈钢铸造法兰机发明使铸旋转的条件。依据铸型旋转轴在空间位置的不同。在平时我们都会常用到的有立式不锈钢铸造法兰机和卧式不锈钢铸造法兰机两种类型。在实际使用中,因为不锈钢铸造法兰的液体金属是在旋转情况下充填铸型并进行凝结的,因而不锈钢铸造法兰具有一下特色:液体金属能在铸型中形成中空的圆柱形自在外表。