电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
平焊法兰尺寸之所以减小,是因为对密封件的直径进行了缩小,这将会减小密封面的截面。其次,法兰垫片已被密封环所代替,为了密封面对密封面的匹配。这样一来,为了压紧密封面只需要很小的压力。随着所需压力的降低,螺栓的尺寸和所需数量都会相应地减小,所以后期出现了一种体积小而且重量轻的平焊法兰。因此平焊法兰式一种比较优良的法兰,减轻了质量和空间的负担,对工业用着重要的作用。
平焊法兰能够很大地节约了空间、减轻了重量,而且它还能接头部位不会出现泄漏的现象,具有非常不错的密封性能。关于平焊法兰的这个问题一直是人们比较关注的话题,它关系到公司和企业的生产成本或者经济效益等问题,所以关于平焊法兰的密封原理在不断的改进和完善。然而,平焊法兰的主要设计缺点是它不能无泄漏。这就是其设计上的不足:连接是动态的,而且诸如热膨胀和起伏不定的周期载荷都会造成法兰面之间的移动,影响法兰的功能,从而使法兰的完整性受损,终导致泄漏。任何产品都不可能没有缺陷,只是尽量控制产品的不足到较少,所以公司在生产平焊法兰时尽量完善产品的性能,使之发挥大的作用。
平焊法兰的冷锻工艺介绍:
(1)冷模锻、冷挤压、冷镦等塑性加工的统称。冷锻是对物料再结晶温度以下的成型加工,是在回复温度以下进行的锻造。
(2)因此,只要变形能在成形能范围内,冷锻容易很好的尺寸精度和表面光洁度。只要控制好温度和润滑冷却,700℃以下的温锻也可以获得很好的精度。
(3)冷锻件表面质量好,尺寸,能代替一些切削加工。冷锻能使金属,提高法兰的强度。
(4)生产中习惯把不加热毛坯进行的锻造称为冷锻。冷锻材料大都是室温下变形抗力较小、塑性较好的铝及部分合金、铜及部分合金、低碳钢、中碳钢、低合金结构钢。
(5)冷锻技术的发展主要是的产品,降低生产成本,同时,它还在不断地向切削、粉末冶金、铸造、热锻、板料成形工艺等渗透或取而代之,也可以和这些工艺相结合构成复合工艺。
(6)法兰的冷锻是在低温锻造时,法兰的尺寸变化很小。在700℃以下锻造,氧化皮形成少,而且表面无脱碳现象。
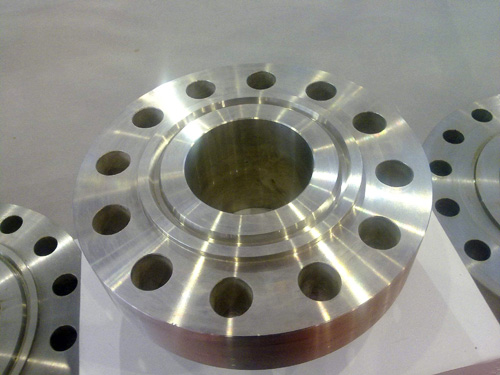
平焊法兰包括板式平焊法兰、带颈平焊法兰。
板式平焊法兰(PL):平焊法兰适用于公称压力不超过2.5MPa的钢管道连接。平焊法兰的密封面可以制成光滑式,凹凸式和榫槽式三种。光滑式平焊法兰的应用量较大。多用于介质条件比较缓和的情况下,如低压非净化压缩空气、低压循环水。
带颈平焊法兰(SO):带颈平焊法兰颈部高度较低,对法兰的刚度、承载能力有所提高。与对焊法兰相比,焊接工作量大,焊条耗量高,经不起高温高压及反复弯曲和温度波动,但现场安装较方便,可省略焊缝拍揉伤的工序,较受欢迎。
分析平焊法兰连接设计结构
(1)螺栓/螺柱:螺栓设计的原则是确定螺栓中心圆的直径。通过选择合适的螺栓规格和数量可以达到要求。根据设计条件,选择合适的螺栓材料,计算出满足垫片预紧状态和工作状态压缩力所需的螺栓面积。实际锚杆面积不得小于计算面积。
(2)法兰本体:法兰设计分为内压和外压。法兰外压下可按法兰内压下的计算方法进行设计,但法兰工作扭矩的计算略有不同。
(3)垫片:这是法兰连接设计的基础。根据设计条件和使用介质,选择合适的垫片类型和材质,确定垫片尺寸(内径、外径、厚度),然后计算垫片在预紧状态和工作状态下的压缩力。