电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
常见的整体法兰有平焊法兰及对焊法兰。平焊法兰的刚性较差,适用于压力p≤4MPa的场合;对焊法兰又称高颈法兰,刚性大,适用于压力温度较不错的场合。法兰密封面的型式有三种:平面型密封面,适用于压力不高、介质洁净的场合;凹凸密封面,适用于压力稍高的场合;榫槽密封面,适用于易燃、易爆、不好的介质及压力较不错的场合。不同性质的法兰管件在不同的区域中具有良好的产品性能,适应的场合和空间不同,产生的功效也会不同。
大型法兰的垫片是一种能产生塑性变形、并具有规定强度的材料制成的圆环。大多数垫片是从非金属板裁下来的,或由技术工厂按规定尺寸制作,其材料为石棉橡胶板、石棉板、聚乙烯板等;也有用薄金属板(白铁皮、不锈钢)将石棉等非金属材料包裹起来制成的金属包垫片;还有一种用薄钢带与石棉带一起绕制而成的缠绕式垫片。
法兰密封连接的蠕变松弛是垫片、螺栓与法兰相互作用的结果。当螺栓法兰连接进入工作状态后,在介质压力的作用下,螺栓变形伸长,垫片变形减薄,起密封作用的压紧力下降。随着时间的推移和温度的作用,各元件逐渐增大的蠕变使得垫片上的压紧力愈来愈小,较终导致密封失效。特别是高温状态下的法兰连接中,蠕变松弛现象愈为明显。内径150mm、工作温度500cC,内压10MPa下的法兰组采用12组高温钢制成的M30螺栓连接,在装配使用一年后,压紧力只有初始预紧力的l/3。因此,在增加螺栓法兰连接密封寿命和减少维护方面,选用适当的垫片和螺栓材料减缓这种蠕变松弛行为一直是重要的考虑因素。
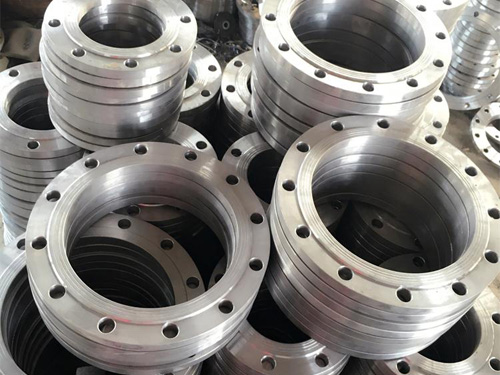
法兰就是两个大口径管道的连接装置,通常是两个法兰片加若干紧固螺栓。碳钢法兰就是碳素钢制成的法兰。低碳钢塑性好强度低,加入适量碳元素后就会变得坚硬,塑性降低强度增强。
法兰装置时怎样才不漏油,装置的要求和注意事项如下:
(一)、法兰的紧固力应均分,橡胶垫的收缩应控制在左1/3。不锈钢法兰在实践中被以正常的方式和原则停止,以应用中的质量和价值类型,并按照正常操作规范使用和安装它们,不会出现质量和性能上的问题。不锈钢法兰并不是一般意义上的简单机械零件,而是一种技术内涵丰富的机械产品载体。
(二)、法兰应具有足够的强度,紧固时不应变形。法兰盖应光滑干净,安装时应小心去掉油和锈。
(三)、垫片应具有良好的不怕油性、不易老化性,并具有相当的弹性和机械强度。设备应根据连接的形状选择不同的垫片截面和尺寸,并将其正确放置。
法兰的使用注意事项
(一)、为防止由于法兰盖加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
(二)、法兰管件焊接时,受到重复加热析出碳化物,降低蚀性和力学性能。
(三)、法兰,为改进不怕蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬法兰好一些。采用同类型的铬法兰焊条(G302、G307)时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用法兰管件焊条(A107、A207)。
(四)、法兰管件,对焊法兰焊条具有良好不易腐蚀性和防化学反应性,普遍应用于化工、化肥、石油制造。
(五)、铬法兰管件焊后硬化性美标法兰大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用法兰管件焊条(A107、A207)。
(六)、焊条使用时应保持干燥,钛钙型应经150'C干燥1小时,低a氢型应经200-250℃干燥1小时(不能多次重复烘干,否则皮容易开裂剥落),防止焊条皮,粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。