电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
对焊法兰在使用过程中由于不锈钢法兰连接时候的不当或者使用年头过长而出现泄露的情况,出现这种情况用户不用惊慌。起先查看泄露部位,在泄露部位一般由于不锈钢法兰连接间隙小不可能通过间隙注入密封剂去掉泄漏。密封施工方法根据泄漏部位现场勘测,为实现有限封堵,采用固定夹具法包容泄漏点形成密封腔,注入密封剂,从而去掉泄漏。而一边的夹具都是订做,夹具DI一要达到包容泄漏点,建立阀体不锈钢法兰与管道对焊不锈钢法兰连接短节不锈钢法兰间的密封腔为DI一要点。为防止因憋压使阀体与不锈钢法兰间隙潜在泄漏处出现再泄漏,在夹具与阀体不锈钢法兰外缘吻合处设环形腔注胶。由于异径不锈钢法兰在注剂过程中夹具易向小径不锈钢法兰侧发生位移,故采用齿形接触卡紧的限位措施。在操作的时候密封剂固化后,经过效果观察,进行局部补注压紧,防止应力松弛,再封闭注剂孔。
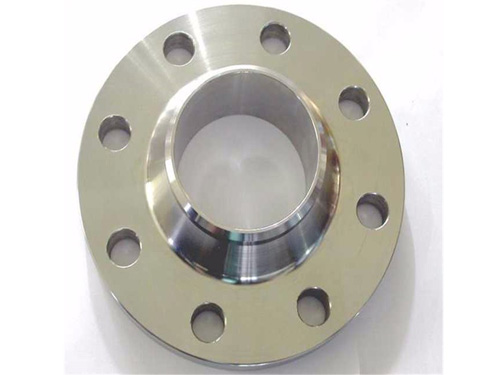
对焊法兰上有孔眼,螺栓使两法兰紧连。锻打法兰间用衬垫密封。锻打法兰管件指带有锻打法兰(突缘或接盘)的管件。它可由浇铸而成,也可由螺纹连接或焊接构成。不不锈钢法兰厂家锻打法兰是使管子与管子相互连接的零件,连接于管端。锈钢法兰厂家锻打法兰分螺纹连接(丝接)法兰和焊接法兰。低压小直径有丝接法兰,高压和低压大直径都是使用焊接法兰,不同压力的法兰盘的厚度和连接螺栓直径和数量是不同的。
对焊法兰在使用时应该注意什么?
1、对焊法兰管件,对焊法兰焊条具有良好不易腐蚀性和防化学反应性,普遍应用于化肥、化工、石油、诊治机械制造。
2、对焊法兰管件焊接时,受到重复加热析出碳化物,力学性能和降低蚀性。
3、铬对焊法兰管件焊后硬化性美标法兰大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用对焊法兰管件焊条(A107、A207)。
对焊法兰管件的所有金属都会和大气中的氧气进行反应,在表面形成氧化膜。产品的安装需要按照说明书进行安装,这样才能确定日后产品的正常运行。如今产品的型号有许多,并且随着科技的创新服务,愈新换代的产品越发达到人们的需求,特别是公司的产品,性能也在不停地得提升。
对焊法兰的技术要求说明:不锈钢对焊法兰是在生产和生产过程中根据相应的技术参数和要求生产和使用的,以可以按照某些方法和原理以及某些过程使用和推广它们。方法和生产及焊接的原则是严格确定使用中的良好质量。
1、允许使用公称压力PN为0.25MP-1.0MPa的碳素钢和奥氏体不锈钢锻件使用I级锻件。
2、除以下定义外,公称压力PN为1.6MPa-6.3MPa的锻件应达到II级或以上的锻件要求。
3、符合下列条件之一的,应达到Ⅲ和锻件的要求:(1)公称压力PN≥10.0MPa的法兰的锻件;(2)公称压力PN>4.0MPa的铬钼钢锻件;(3)压力PN>1.6MPa,工作温度≤-20℃的标称铁素体钢锻件。
其次,对接焊接法兰通常通过锻造或锻造和轧制制成。使用钢板或型钢时,需要达到以下要求:
1、应进行声波检查,无分段缺陷;
2、应沿钢的轧制方向切成条状,然后弯曲但焊接成圆环,并使环的表面呈圆柱状。钢板不可以直接加工成的对焊法兰。
3、环的对接焊应采用全熔透焊;
4、环的对接焊缝应进行焊后热处理,并进行1射线照相或特别波探伤,射线探伤符合JB4730的II级要求,特别探伤符合I级要求。JB4730。焊接法兰在生产和焊接过程中严格控制技术参数,以确定它们能够在生产和使用中充足发挥其作用和价值。