电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
不锈钢法兰垫片应具有良好的不怕衰老和不怕油性能,以及良好机械强度和弹性,应依据接头的外形选择不同截面和尺寸的垫圈,并正确放置。不锈钢法兰橡胶圈请求放置在任意方向的凹凸槽内,大头向内,应检查能否有变形的装置忽略。不同的钢构造能够配合结晶器和结晶器粉末的振动过程,从而完成不锈钢管件的注射,不锈钢法兰应有足够的强度,在紧固过程中不应变形,不锈钢法兰的密封面应平整洁净,装置时应认真清算油污和锈斑。
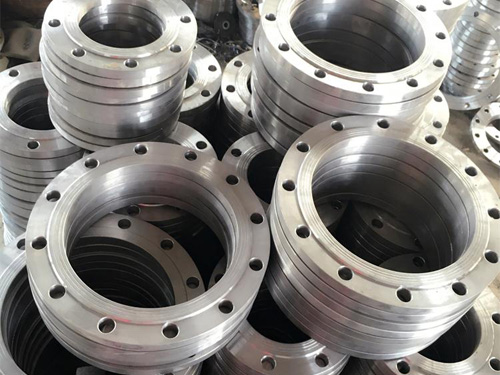
不锈钢法兰是用不锈钢钢板做的。不锈钢法兰是以304、316为材质的各种不锈钢类法兰,包括平焊法兰和对焊法兰等等。它是由一个牛角状芯头或芯棒,芯棒由细变粗,推制进程是一个扩径带弯曲的进程。后边有支撑,把下料管段穿入芯棒,后边有一牌坊架将芯棒固定。芯棒外有一个感应圈,把管子加热,加热好,然后小车把管子推下,就加工好一个了。
不锈钢法兰的运用注意事项:
1、不锈钢法兰管件焊接时,受到重复加热分出碳化物,降低蚀性和力学性能。
2、为避免由于法兰盖加热而发生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%摆布,电弧不宜过长,层间快冷,以窄焊道为宜。
3、焊条运用时应保持干燥,钛钙型应经150℃干燥1小时,低a氢型应经200-250℃干燥1小时(不能屡次重复烘干,否则皮简单开裂脱落),避免焊条皮粘油及其它脏物,以免致使焊缝添加含碳量和影响焊件质量。
4、铬不锈钢法兰盘管件焊后硬化性美标法兰大,简单发生裂纹。若选用同类型的铬不锈钢焊条(G202、G207)焊接,需要进行300℃以上的预热和焊后700℃摆布的缓冷处理。若焊件不能进行焊后热处理,则应选用不锈钢法兰管件焊条(A107、A207)。
5、不锈钢法兰管件,对焊法兰焊条具有良好不易腐蚀性和防化学反应性,普遍应用于化工、化肥、石油制造。
6、不锈钢法兰盘为改进不怕蚀性能及焊接性而适当添加适当稳定性元素Ti、Nb、Mo等,焊接性较铬不锈钢法兰好一些。选用同类型的铬不锈钢法兰焊条(G302、G307)时,应进行200℃以上的预热和焊后800℃摆布的回火处理。若焊件不能进行热处理,则应选用不锈钢法兰管件焊条(A107、A207)。
 不锈钢法兰应如何退火
不锈钢法兰应如何退火
1、退火空气,不锈钢法兰一般都是采用氢作为退火空气,空气度是以上,如果空气中另一部门是惰性气体的话,度也可以低一点,可是不能含有过多氧气、水汽。
2、不锈钢法兰退火温度是否达到划定温度,不锈钢法兰措置一般是采纳固溶热措置,也就是人们泛泛所谓的“退火”,温度规模为1040~1120℃。你也可以经由过程退火炉察看孔察看,退火区的法兰管件应为白炽状态,但没呈现软化下垂。
3、不锈钢法兰炉体密封性,不锈钢法兰亮光退火炉应是封锁的,与外界空气隔绝距离;采用氢气作呵护气的,只有一个排气口是通的。检查的方式可以用番笕水抹在退火炉各个接头裂痕处,看是否跑;此中容易跑气的处所是退火炉进管子的处所和出管子的处所,这个处所的密封圈出格容易磨损,要经常检查经常换。
4、不锈钢法兰呵护气压力,为了防止不锈钢法兰呈现微漏,炉内呵护气应连结必然的正压,如果是氢气呵护气,一般要求20kBar以上。
5、不锈钢法兰加工锻造炉内水汽,一方面检查炉体材料是否干燥,初度装炉,炉体材料要烘干;二是进炉的法兰管件是否残留过多水渍,出格法兰管件上面如果有孔的话,千万别漏水进去了,要否则就把炉子空气全粉碎了。
不锈钢法兰按照连接方式法兰连接种类可分为:板式不锈钢法兰、带颈不锈钢法兰、带颈不锈钢法兰、承插焊法兰、螺纹法兰、法兰盖、带颈对焊环松套法兰、平焊环松套法兰、环槽面法兰及法兰盖、大直径平板法兰、大直径高颈法兰、八字盲板、对焊环松套法兰等。
在用户使用法兰的时候,都希望其在使用寿命上让自己满意。当然,想要让这种产品有的寿命,也需要让它在生产中达到多方面的要求,起先就需要让其在生产中达到材料的要求。不同的厂家会使用不同的材料,材料低的情况下,虽然产品能使用,但是其在产品的不错度及性上都会有的下降。
正是因为这样,才会让用户使用之时难有的质量。除了上面所说的之外,在法兰的生产中,还有不同的设计。如果是一个厂家在生产中没有正确的设计,没有让产品有的力学发挥,不但会对产品的性能造很大的影响,而且也会让其在使用之时难有很好的产品性能,所以在用户使用这种产品的时候,也需要对这方面来进行的注意。