电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
法兰的热锻是:
热锻时,由于变形能和变形阻力都很小,可以锻造形状复杂的大法兰。要得高尺寸精度的法兰,可在900-1000℃温度域内用热锻加工。另外,要注意改进热锻的工作环境。锻模寿命(热锻2-5千个,温锻1-2万个,冷锻2-5万个)与其它温度域的锻造相比是较短的,但它的自由度大,成本还行。热锻法兰的目的主要是减少金属的变形抗力,因而减少坏料变形所需的锻压力,使锻压设备吨位大为减少;改变法兰用料钢锭的铸态结构,在热锻过程中经过再结晶,粗大的铸态组织变成细小晶粒的新组织,并减少铸态结构的缺陷,提升钢的机械性能;
法兰的冷锻是在低温锻造时,法兰的尺寸变化很小。在700℃以下锻造,氧化皮形成少,而且表面无脱碳现象。因此,只要变形能在成形能范围内,冷锻容易得很好的尺寸精度和表面光洁度。只要控制好温度和润滑冷却,700℃以下的温锻也可以获得很好的精度。冷模锻、冷挤压、冷镦等塑性加工的统称。冷锻是对物料再结晶温度以下的成型加工,是在回复温度以下进行的锻造。生产中习惯把不加热毛坯进行的锻造称为冷锻。冷锻材料大都是室温下变形抗力小、塑性好的铝及部分合金、铜及部分合金、低碳钢、中碳钢、低合金结构钢。冷锻件表面质量好,尺寸精度不错,能代替一些切削加工。冷锻能使金属,提升法兰的强度。
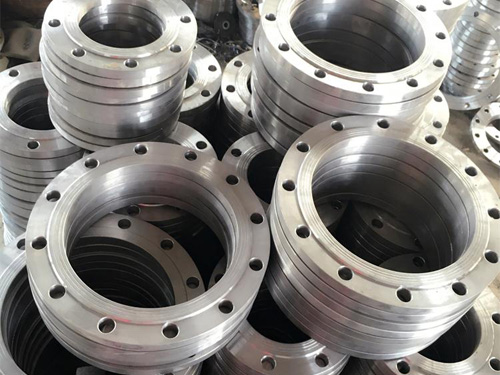
法兰是管道连接的一种零件,其主要用于提升管道之间连接的通畅程度,同时法兰的种类也有很多,下面我就来为您简单介绍一下:
一、螺纹法兰:
该螺纹法兰类似于滑动法兰,但孔的螺纹。其主要优点是它可以不焊接组装,在平凡的解释大气温度在低压服务的使用和有爆炸性的地区,焊接创建一个危险。
二、滑动法兰盘:
滑动法兰具有较低的枢纽,可防止泄漏。其优于颈法兰的焊接,因此应用较为普遍。
三、板式平焊法兰:
平焊法兰适用于公称压力不超过2.5MPa的钢管道连接,其密封面可以制成光滑式,凹凸式和榫槽式三种。其多用于介质条件比较缓和的情况下,如低压非净化压缩空气、低压循环水。
四、带颈平焊法兰:
带颈平焊法兰颈部高度较低,对法兰的刚度、承载能力有所提升。与对焊法兰相比,焊接工作量大,焊条耗量高,经不起高温高压及反复弯曲和温度波动,但现场安装较方便,可省略焊缝拍揉伤的工序,较受欢迎。
五、带颈对焊法兰:
其目的是转移压力的管道,从而减少在法兰基高应力集中。颈法兰焊接是好的设计对焊那些目前由于其本身存在的结构性价值提供法兰。
对焊法兰虽有良好的塑性和切性。但它的性能较差,一般使用时间在一个月后就会出现大面积腐蚀现象。六个月后就会出现大面积穿孔。造成介质泄漏。对焊法兰大约是碳钢对焊法兰的3-5倍;焊接相对来讲要求要高些,如挥接不好,容易造成捍缝裂纹:目前使用的对焊法兰因钢中碳化钛的存在会降低材料的塑性、韧性和冲压性能。使用不好容易造成对焊法兰断裂。
对焊法兰的连接形式:
一、透镜式:垫圈是透镜形状,用金属制作。用于工作压力≥100公斤/平方厘米的高压阀门,或高温阀门。
二、O形圈式:这是一种较新的对焊法兰连接形式,它是随着橡胶O形圈的出现,而发展起来的。
三、光滑式:用于压力不高的不锈钢阀门。加工比较方便。
四、凹凸式:工作压力较不错,可使用中硬垫圈。
五、榫槽式:可用塑性变形大的垫圈,在腐蚀性介质中使用较广,密封效果不错。
六、梯形槽式:用椭圆形金属环作垫圈,使用于工作压力≥64公斤/平方厘米的阀门,或高温阀门。
只要控制好温度和润滑冷却,700℃以下的温锻也可以获得很好的精度。冷模锻、冷挤压、冷镦等塑性加工的统称。冷锻是对物料再结晶温度以下的成型加工,是在回复温度以下进行的锻造。生产中习惯把不加热毛坯进行的锻造称为冷锻。冷锻材料大都是室温下变形抗力小、塑性好的铝及部分合金、铜及部分合金、中碳钢、低合金结构钢。