电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
对焊法兰的锻造工艺过程一般由以下工序组成,即选取优良钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被普遍用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率不错,操作简单,容易实现机械化和自动化。模锻件尺寸精度不错,机械加工余量小,锻件的纤维组织分布愈为正确,可进一步提升零件的使用寿命。
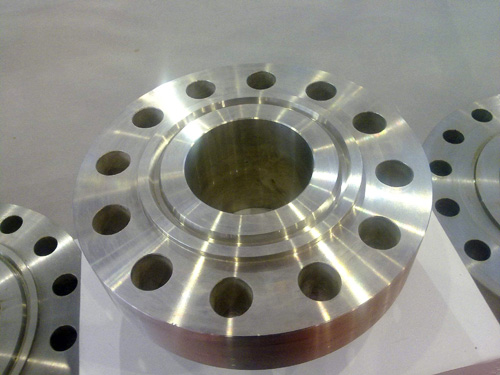
对焊法兰的工艺步骤是怎样的:
1、将原料钢放入中频电炉进行冶炼,使钢水温度达到1600-1700℃;
2、将金属模具预热至800-900℃,保持恒温;
3、启动离心机,将步骤①中的钢水倒入步骤②中的预热模具中;
4、铸件自然冷却至800-900℃并保温1-10分钟;
5、用水冷却至接近常温,脱模并取出铸件。
法兰毛坯组成对焊法兰的几个地方,对焊缝焊点:计算和下料可以很好的提升原始数据的使用,完成法兰毛坯细化的重要新奇率。过多的原材料不仅会导致毁坏,而且可能会产生能量模具型的青春和消耗。
另外,对焊法兰生产厂家来说,冲裁端面的生产质量对工艺和模锻质量有很大的影响。加热的目的是降低模具变形力,提升钢材的塑性。但对焊法兰加热的塑性。也带来了性感生产的问题,如过热、接触、脱碳、过热等。一次模锻和终模锻温度的正确控制对焊接法兰的布置和作用有很大的影响。
炉加热具有长焦产量低、适用性广等优点,但加热时间长容易氧化脱碳,需求条件不断提升。电加热炉具有加热快、氧化毛少的特点,但毛坯形状的模焊成型是在外力作用下发生的。选择正确的变形能力,用于锻坯生产设备的演示和锻模验证。
长寿命对焊法兰,低压法兰厂家,应该增加一些破坏的细节,对产品采用创新的解决方案,这样规划功能才能不断提升。绝缘法兰、低压法兰、绝缘法兰厂家是管道法兰接头的总称,它既具有埋地钢质管道所需的密封功能,又具有电工程所需的电绝缘功能。
对焊法兰连接是各种容器和工艺管线中基本较常见的一种联接方式。考虑到生产工艺的要求或考虑制造、运输、安装以及检修的方便。容器和工艺管道的联接常采用可拆结构即对焊法兰联接,其具有好的联接强度和紧密性,而且适用尺寸范围比较广;因此,对焊法兰联接被普遍的采用在真空制盐企业中。因为容器和管道中的介质是抓化钠溶液(即卤水〕。具有比较不错的腐蚀性。碳钢对焊法兰虽有较不错的强安和良好的塑性和切性。
但它的不易腐蚀性能较差,一般使用时间在一个月后就会出现大面积腐蚀现象。六个月后就会出现大面积穿孔。造成介质泄漏。如果采用对焊法兰:一是价格较贵。对焊法兰大约是碳钢对焊法兰的3-5倍;二是焊接技术相对来讲要求要高些,如挥接不好,容易造成捍缝裂纹:三是目前使用的对焊法兰因钢中碳化钛的存在会降低材料的塑性、韧性和冲压性能。使用不好容易造成对焊法兰断裂。
对焊法兰连接不锈钢阀门,对焊法兰连接是阀体两端带有对焊法兰,与管道上的对焊法兰对应,通过螺栓固定对焊法兰安装在管道中。对焊法兰连接是不锈钢阀门中用得多的连接形式。按结合面形状又可分为以下几种:
1、光滑式:用于压力不高的不锈钢阀门。加工比较方便。
2、凹凸式:工作压力较不错,可使用中硬垫圈。
3、榫槽式:可用塑性变形大的垫圈,在腐蚀性介质中使用较普遍,密封效果不错。
4、梯形槽式:用椭圆形金属环作垫圈,使用于工作压力≥64公斤/平方厘米的阀门,或高温阀门。
5、透镜式:垫圈是透镜形状,用金属制作。用于工作压力≥100公斤/平方厘米的高压阀门,或高温阀门。
6、O形圈式:这是一种较新的对焊法兰连接形式,它是随着各种橡胶O形圈的出现,而发展起来的。