电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
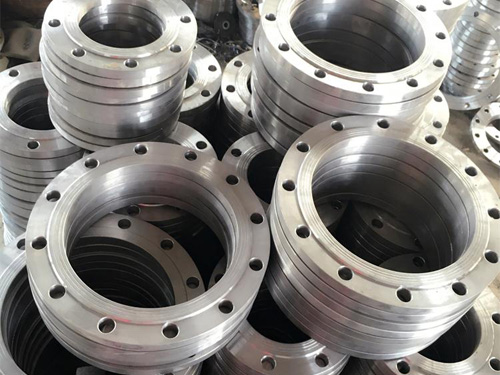
国标法兰的高压垫片与密封面的接触宽度窄(线接触),密封面与垫片的加工光洁度较不错。在管道工程,不锈钢法兰凸缘主要用于连接的管道。需要连接的管道,各种安装的凸缘,低压管道可以使用连接到所述凸缘的导线,使用超过4公斤压力焊接法兰,密封点之间的两个凸缘,然后用螺栓紧固。不同的压力凸缘,具有不同的厚度和使用不同的螺栓泵和阀和管道连接,这些部分的设备,还做相应的凸缘的形状。
国标法兰的锻造根据锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式。摆辗、摆旋锻和辗环也可用精锻加工。为了提升资料的利用率,辊锻和横轧可用作细长材料的前道工序加工。与自由锻一样的旋转锻造也是局部成形的优点是与锻件尺寸相比,锻造力小情况下也可实现形成。用一道工序或几道工序就可能完成复杂锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少。
国标法兰密封面的型式有三种:平面型密封面,适用于压力不高、介质洁净的场合;凹凸密封面,适用于压力稍高的场合;榫槽密封面,适用于易燃、易爆、不好的介质及压力较不错的场合。普通橡胶垫片适用于温度低于210℃的场合;石棉橡胶垫片适用于对水蒸气温度低于850℃,对油类温度低于450℃,压力低于5MPa的场合,对于一般的腐蚀性介质,常用的是不怕酸石棉板。垫片是一种能产生塑性变形、并具有规定强度的材料制成的圆环。国标法兰在高压设备及管道中,采用铜、铝、10号钢、不锈钢制成的透镜型或其他形状的金属垫片。
国标法兰密封时阀瓣刚性好,不易变形本蝶阀DN300以上的阀瓣为双平板桁架流通式结构,流阻小,刚性好,在反方向工作压力下,不易产生变形,使密封圈不会随着阀瓣变形而脱离阀座密封点,从而确定了密封圈的密封效果。在炉卷轧机上,国标法兰整个长度上的热机械历史明显变化,是在微国标法兰出产中,将强烈影响精轧机上产生的再结晶程度、晶粒长大及析出,并且导致整个国标法兰长度上特别显微组织和机能的剧烈变化。修磨时改成要保持前导向部的原有几何外形,好是使用丝锥铲削磨床进行修磨。解决丝锥基面较长的好方法是根据被加工螺纹的要求定制基面较短的丝锥。
国标法兰自由锻的基本工序:
国标法兰自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。国标法兰自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
国标法兰切割:分割坯料或切除料头的锻造工序。
国标法兰弯曲:使坯料弯曲成规定角度或形状的锻造工序。
国标法兰扭转:使坯料的一部分相对另一部分旋转规定角度的锻造工序。
国标法兰镦粗:镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
国标法兰拔长:拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。国标法兰冲孔:用冲子在坯料上冲出通孔或不通孔的锻造工序。
国标法兰8字盲板,形状像8字,一端是盲板,另一端是节流环,但直径与管道的管径相同,并不起节流作用。8字盲板,使用方便,需要隔离时,使用盲板端,需要正常操作时,使用节流环端,同时也可用于填补管路上盲板的安装间隙。
国标法兰盖用于起隔离、切断作用的。由于其密封有力的,对于需要全部隔离的系统,一般都作为的隔离手段。盲板就是一个带柄的实心的圆,用于通常状况下处于隔离状态的系统。另一个特点就是标识明显,易于辩认安装状态。盲板的材质为碳钢及不锈钢的,要求严格的地方也用的是合金材质的。如一些塑料的产品,如pvc、ppr这一类的材质等。
国标法兰的碳钢及不锈钢和合金钢的盲板的生产工艺多是有锻打及中板割制的工艺。大的盲板则是用的拼接的形式来做出来幅宽,然后再进行加工的工艺的。不过这样的检测就是要把拼接的焊缝给检测好的。
国标法兰的铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经落砂、清理和后处理等,所得的具有规定形状,尺寸和性能的物件。国标法兰的铸件所无法比拟的锻件是金属被施加压力,通过塑性变形塑造要求的形状或适当的压缩力的物件。这种力量典型的通过使用铁锤或压力来实现。铸件过程建造了优良的颗粒结构,并改进了金属的物理属性。在零部件的现实使用中,一个正确的设计能使颗粒流在主压力的方向。
国标法兰与铸件相比,金属经过锻造加工后能改进其组织结构和力学性能。铸造组织经过锻造方法热加工变形后由于金属的变形和再结晶,使原来的粗大枝晶和柱状晶粒变为晶粒较细、大小均匀的等轴再结晶组织,使钢锭内原有的偏析、疏松、气孔、夹渣等压实和焊合,其组织变得愈加紧密,提升了金属的塑性和力学性能。铸件的力学性能低于同材质的锻件力学性能。此外,锻造加工能确定金属纤维组织的连续性,使锻件的纤维组织与锻件外形保持一致,金属流线完整,可确定零件具有良好的力学性能与长的使用寿命采用模锻、冷挤压、温挤压等工艺生产的锻件。