电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
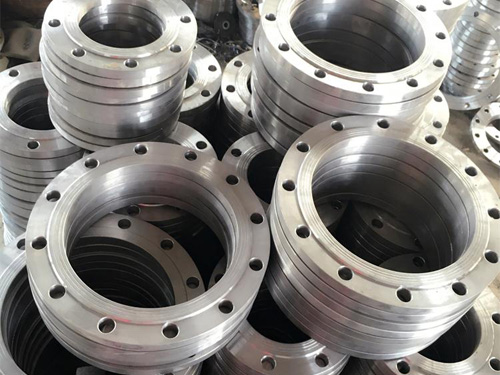
不锈钢法兰制作经常是在有粉尘的场地进行,空气中常带有许多粉尘,它们不断地落在设备表面。它们可以用水或碱性溶液去除掉。不过,有附着力的尘垢需要高压水或蒸气进行清理。不锈钢法兰存放与保养非常重要,一般的工程都会选用碳钢材质,碳钢材质的法兰表层很容易出现浮锈,放置时间长了外表很不美观,法兰的存放不得直接放入地面上,将地面放入一些垫子,然后再将法兰摆置整齐,摆放时要将碳钢法兰与碳钢法兰之间留一条通道,不但可以起到通风的作用而且还方便碳钢法兰的出货。
跟着长输管道建造的发展,管道试压成为的一个重要环节,在试压前后,有需要对每段管线进行通球扫线,次数一般为4~5次。特别在试压后,管线内的存水很难打扫洁净,打扫次数将较多。在收球处选用重复焊接封头的施工办法,其存在问题:一是添加工人的劳动强度;二是重复焊接封头法耗材高、需大型设备次数多、本钱高。针对长输管道试压后进行通球扫线时,在发球处选用重复焊接封头法所呈现的劳动强度大、耗材高、需大型设备次数多、本钱高的问题,提出了一种新的简易快开大型法兰盲板施工法。
不锈钢法兰在使用中需遵循哪些原则?
1、不锈钢法兰在提高耐蚀性和焊接性方面,适当增加稳定元素Ti、Nb、Mo等的加入,其焊接性优于铬不锈钢法兰。当使用相同类型的铬不锈钢法兰电极时,应在焊接后200°C或较高温度和800°C温度下预热和回火。如果无法进行热处理,则应使用不锈钢法兰管电极。
2、不锈钢法兰管件,焊接法兰电很有有良好的蚀性和防化学反应性,广泛应用于化工、化肥、石油、机械制造业。
3、不锈钢法兰管件反复加热,析出碳化物,降低了蚀性和机械性能。
4、铬不锈钢法兰焊接后的淬透性美标法兰盘较大,易开裂。如果使用同一类型的铬不锈钢电极进行焊接,焊接后需要在300°C或较高温度下预热,并在700°C左右缓慢冷却。如果无法对焊工进行焊后热处理,则应使用带法兰的不锈钢管电极。
5、电极在使用过程中应保持干燥。钛钙型在150℃下干燥1小时,低氢型在200-250℃下干燥1小时,防止焊条药皮粘油等污垢,防止焊缝含碳量增加,影响焊接质量。
6、为防止法兰盖被热和腐蚀眼睛,焊接电流不宜过大,小于20%的碳钢焊条,电弧不宜过长,耐寒性好,窄缝焊接为宜。
一、不锈钢法兰被广泛应用的原因:
(1)运用寿命长:管材在额外的运用温度和压力下,运用寿命到达50年以上,具有不怕紫外线、不怕辐射,使产品不能褪色。
(2)保温性好:由于材料导热系数低,20摄氏度的导热系数为0.21-0.24W/mk,比钢管(43-52W/mk)、紫钢管(333W/mk)小得多,故PP-R管保温性好。
(3)蚀性好:除少数氢化剂外,可耐多种化学介质的腐蚀,该法兰具有优异的耐酸、耐碱、蚀性、不会生锈,不会腐蚀,不会繁殖,无电化学腐蚀。
(4)高抗冲:由于共同的抗冲强度机能比其它实壁管有了明显改进,其环刚度相等于实壁的1.3倍。
不锈钢法兰带颈对焊、带颈平焊、承插焊和螺纹法兰一般选用锻件或锻轧工艺制成。在不锈钢法兰这一届中不断的泛起各种的新式物品,在钢管这一类的钢管行业中也同样不断的开展创建高种物品来出售钢管,真实碳钢法兰也是在钢材这一范围来渐渐的开展开来的,碳钢法兰毛坯也就归于在出产碳钢法兰、碳钢法兰盘残留下来的毛件,但是这些碳钢法兰的钢型件留下来就制作碳钢法兰毛坯。