电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
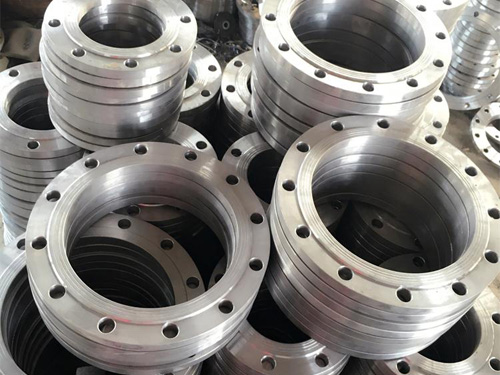
法兰是使管子与管子相互连接的零件,连接于管端。
法兰上有孔眼,螺栓使两法兰紧连。对焊法兰及其垫片、紧固件统称为法兰接头。
法兰接头是设备、设备零部件中需要的构件,也是配管设计、管件阀门中的零件。
对焊法兰与其他法兰不同之处在于从法兰与管子焊接处到法兰盘有一段长而倾斜的高颈,此段高颈的壁厚沿高度方向逐渐过渡到管壁厚度,改进了应力的不连续性,因而增加了法兰强度。
对焊法兰主要用于工况比较苛刻的场合。如:管道热膨胀或其他载荷而使法兰处的应力大或应力变化反复的场合;压力、温度大幅度波动的管道或高温、高压及低温条件下应用的管道。
平焊法兰又称搭焊法兰。平焊法兰与管子的连接是先将管子插人法兰内孔至适当位置,然后再焊接,其优点在于焊接装配时较易对中,且价格便宜,因而了普遍的应用。
按内压计算,平焊法兰的强度约为相应对焊法兰的=分之二,疲劳寿命约为对焊法兰的三分之—。所以,平焊法兰只适用于压力等级比较低,压力波动、振动均不严重的管道系统中。平焊法兰又可细分为带颈平焊及板式平焊两种。
承插焊法兰的基本形状与带颈平焊法兰相同,在法兰的内孔上开有一段承孔,管子插人承孔内焊住,在法兰背面焊一圈焊缝。由于法兰与管子间存在空隙,有时易产生腐蚀,若里面再焊上-道缝就可避免这种腐蚀。
内外两面焊接的承插焊法兰,其疲劳强度比平焊法兰大50%,而静强度相同。使用这种法兰时,其内径需与管子内径一致。承插焊法兰仅适用于公称通径DN80以下口径的管道上。
松套法兰的连接实际上也是通过焊接实现的,只是这种法兰是松套在已与管子焊接在一起的附属元件上,然后通过连接螺栓将附属元件和垫片压紧以实现密封,法兰(即松套)本身不接触介质。附属元件与管子的焊接方式既有平焊也有对焊。
这种法兰连接的优点是法兰可以旋转,易于对准螺栓孔,使用在大口径管道上易于安装。松套法兰也适用于管道需要频繁拆卸以供清洗或检查的地方,或用在对准法兰螺栓孔时仅转动法兰而不必旋转管子之处。
对焊法兰锻造工艺对设备要求,比守旧模锻要严格,冲头的位移特性需要同预成形坯的变形致密特点相匹配。坯料与模具的接触时间要尽可能的短。锻压机要有良好的刚性,活动横梁及活塞要有良好的导向精度才能确定锻件精度。因此,对焊法兰锻造一般选择机械压力机,如曲轴压机,或精度较不错的摩擦压力机。
对焊法兰锻造变形初期,由于多孔的预成形坯易变形、变形力小,密度增加较快。锻造成形后期,由于大部分孔隙闭合,变形抗力增大,要去掉残留孔隙所需变形力提升。变形抗力与变形温度密切相关,较不错的变形温度有利于致密,并降低变形抗力。较不错的变形速度同样也有利于对焊法兰致密。
对焊法兰不仅节省了空间、减轻了重量,愈重要的是接头部位不会发生泄漏,具有良好的密封性能。紧凑法兰尺寸之所以减小,是由于减小了密封件的直径,这将会减小密封面的截面。其次,法兰垫片已被密封环所代替,以确定密封面对密封面的匹配。随着所需压力的降低,螺栓的尺寸和所需数量都可相应减小,所以终设计出了一种体积小且重量轻(比守旧的法兰的重量减轻70%~80%)的新产品。因此对焊法兰式一种比较优良的法兰产品,减轻了质量和空间,对工业用途起了重要作用。
对焊法兰的锻造可分为自由锻、镦粗、挤压、模锻、闭式模锻、闭式镦锻。闭式模锻和闭式镦锻由于没有飞边,材料的利用率就高。用一道工序或几道工序就可能完成复杂锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少。但是,应注意不能使坯料全部受到限制,为此要严格控制坯料的体积,控制锻模的相对位置和对锻件进行测量,努力减少锻模的磨损。
根据锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式。摆辗、摆旋锻和辗环也可用精锻加工。为了提升材料的利用率,辊锻和横轧可用作细长材料的前道工序加工。与自由锻一样的旋转锻造也是局部成形的,它的优点是与锻件尺寸相比,锻造力小情况下也可实现形成。包括自由锻在内的这种锻造方式,加工时材料从模具面附近向自由表面扩展,因此,很难确定精度,所以,将锻模的运动方向和旋锻工序用计算机控制,就可用较低的锻造力获得形状复杂、精度不错的产品。例如生产品种多、尺寸大的汽轮机叶片等锻件。