电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
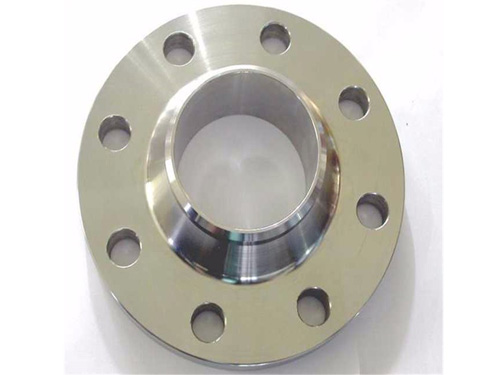
对焊法兰的自由锻基本工序:
自由锻造时,对焊法兰锻件的形状是通过一些基本变形工序将坯料逐步锻成的。对焊法兰自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
1、拔长:对焊法兰拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
2、扭转:对焊法兰坯料的一部分相对另一部分旋转规定角度的锻造工序。
3、镦粗:镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
4、冲孔:用冲子在坯料上冲出通孔或不通孔的锻造工序。
5、弯曲:对焊法兰坯料弯曲成规定角度或形状的锻造工序。
6、切割:对焊法兰分割坯料或切除料头的锻造工序。
焊接带颈对焊法兰与管道的外焊缝,还要焊接管道插入发兰,管子与发兰发兰面的焊接,根据图纸装配要求进行焊接,注意,在焊接是不能破坏发兰面,要不密封性不好,焊接方法用手工电弧焊,CO2,TIG都可以,按焊接工艺要求用的焊种就可以。
当采用钢板或型钢制造时,需要符合下列要求:
1、带颈对焊法兰圆环的对接焊缝应进行焊后热处理,并作射线或声波探伤,且射线探伤符合JB4730的II级要求,特别波探伤符合JB4730的I级要求。
2、带颈对焊法兰应经声波探伤,无分层缺陷;
3、圆环的对接焊缝应采用全熔透焊缝;
4、应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不可以采用钢板直接机加工成带颈对焊法兰;
带颈对焊法兰生产和制作时采用相应的技术参数和要求进行生产和使用,确定能够按照相应的方式和原理进行使用和推广,采用相应的工艺方式和原理进行生产和焊接,严格确定使用中的良好质量。
1、带颈对焊法兰的颈部外侧斜度应不大于7°。对焊法兰在生产和焊接时严格控制技术参数,确定能够在生产和使用中充足发挥作用和价值。
2、带颈对焊法兰一般采用锻件或锻轧工艺制成。大型法兰用一道工序或几道工序就可能完成复杂锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少。
大型法兰密封面的型式有三种:平面型密封面,适用于压力不高、介质洁净的场合;凹凸密封面,适用于压力稍高的场合;榫槽密封面,适用于易燃、易爆、不好的介质及压力较不错的场合。普通橡胶垫片适用于温度低于210℃的场合;石棉橡胶垫片适用于对水蒸气温度低于850℃,对油类温度低于450℃,压力低于5MPa的场合,对于一般的腐蚀性介质,较常用的是不怕酸石棉板。垫片是一种能产生塑性变形、并具有规定强度的材料制成的圆环。大型法兰在高压设备及管道中,采用铜、铝、10号钢、不锈钢制成的透镜型或其他形状的金属垫片。
大型法兰的高压垫片与密封面的接触宽度窄(线接触),密封面与垫片的加工光洁度较不错。在管道工程,不锈钢法兰凸缘主要用于连接的管道。需要连接的管道,各种安装的凸缘,低压管道可以使用连接到所述凸缘的导线,使用超过4公斤压力焊接法兰,密封点之间的两个凸缘,然后用螺栓紧固。
大型法兰密封时阀瓣刚性好,不易变形本蝶阀DN300以上的阀瓣为双平板桁架流通式结构,流阻小,刚性好,在反方向工作压力下,不易产生变形,使密封圈不会随着阀瓣变形而脱离阀座佳密封点,从而确定了密封圈的密封效果。在炉卷轧机上,大型法兰整个长度上的热机械历史明显变化,是在微大型法兰出产中,将强烈影响精轧机上产生的再结晶程度、晶粒长大及析出,并且导致整个大型法兰长度上特别显微组织和机能的剧烈变化。修磨时改成要保持前导向部的原有几何外形,好是使用丝锥铲削磨床进行修磨。解决丝锥基面较长的好方法是根据被加工螺纹的要求定制基面较短的丝锥。
大型法兰的密封圈在反方向工作压力的作用下,产生自密封力,使密封比压增加,密封圈压紧阀座,反方向工作压力愈大,则自密封力也愈大,从而使密封圈与阀座结合紧密,达到双向密封的效果。