电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
平焊法兰在生产和使用中具有的技术要求和技术参数,按照的方式和方法生产和加工:
一、生产平焊法兰的钢板应经特别波探伤,无分层缺陷,良好的质量和性能问题,按照的质量要求生产和检验,生产和使用的钢板没有质量问题。
二、平焊法兰应沿钢材轧制方向切割成条状,经弯制对焊成圆环状,并使钢材的表面形成环的柱面。在生产平焊法兰时不可以采用钢板直接机加工成带颈法兰,采用的工艺制作和加工。
平焊法兰的密封原理:
螺栓的两个密封面相互挤压法兰垫片并形成密封,但这同时也导致密封的破坏。为了保持密封,就得维持大的螺栓作用力,为此,螺栓就要做得大。而大的螺栓就要匹配大的螺母,这就意味着需要直径大的螺栓为上紧螺母创造条件。然而螺栓的直径越大,适用的法兰就会变得弯曲,办法就是增大法兰部分的壁厚。
整个装置将需要的尺寸和重量,这在近海环境下便成了一个问题,因为在这种情况下重量始终是人们引起关注的主要问题。而且,从根本上来说,平焊法兰是一种无效的密封,它需要把50%的螺栓负荷用于挤压垫片,而用于保持压力的负荷只剩50%。
平焊法兰适用于公称压力不超过2.5MPa的碳素钢管道连接,平焊法兰的密封面可以制成光滑式,凹凸式和榫槽式三种,光滑式平焊法兰的应用量大,多用于介质条件比较缓和的情况下,如低压非净化压缩空气、低压循环水,它的优点是价格比较便宜;对焊法兰用于法兰与管子的对口焊接,其结构正确,强度与刚度大,经得起高温高压及反复弯曲和温度波动,密封性,公称压力为0.25~2.5MPa的对焊法兰采用凹凸式密封面。
平焊法兰的生产工艺包括哪些?
一、模锻:模锻顾名思义,就是用特质的模具来制造对焊法兰,这种方法制造速率还不错,产品的质量好,当然价格也比自由锻法兰贵一些。模锻起先要将加工原材料注入模具当中,进行持续加热,使材料与模具充足贴合后进行冷却,将法兰取出,进行冲孔、切边、抛光等操作,这样一个对焊法兰就制好了。
二、离心浇铸:将原材料放入熔炉中进行熔化,并使温度达到1600摄氏度以上,为防止将钢水注入模具后立马凝固,因此要同时将模具进行加热,并保持到800摄氏度以上的温度;启动离心机,并将钢水注入到预热后的模具当中,待模具自然冷却到800摄氏度左右时,停留10分钟左右,用冷水浇注,使材料温度接近室温后,取出铸件,这样浇铸法兰就制好了。
三、自由锻:要对原材料的横截面进行纵向的锻打,来增大横截面;接着再对原材料进行拔长操作,来根据实际需要增加材料的长度;然后在垂直于横截面的地方进行冲孔,制造出中通或者实心的法兰;再根据实际应用的需要,对材料进行角度的弯曲操作,以便根据需要来连接不同方向的两个管件;根据实际需要长度对材料进行切割。
平焊法兰制造的质量不同有哪些原因?
一、材质不同:平焊法兰材质为厚度符合要求的普通钢板机加工而成,而带颈对焊法兰材质多为锻钢件机加工而成。
二、连接方式不同:平焊法兰与带颈对焊法兰在结构上的大区别在于接管与法兰连接方式的不同,带颈平焊法兰一般都是接管与法兰角接,而带颈对焊法兰是法兰与接管对接。
三、公称压力不同:平焊法兰公称压力为:0.6---4.0MPa的,而带颈对焊法兰公称压力为:1--25MPa等级的,显然,带颈平焊法兰的适应的压力等级较低些。
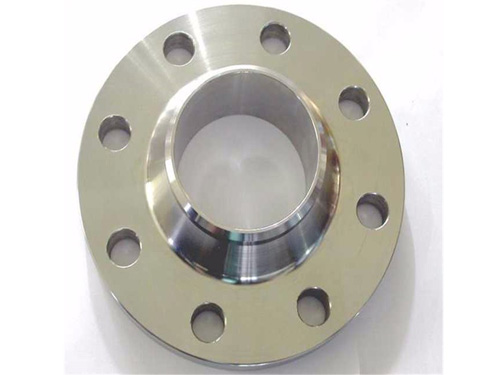
平焊法兰是指与容器或管道采用角焊缝连接的一种法兰。平焊法兰普遍应用于中低压容器和管道的连接。
平焊法兰的生产工艺分为料锻造、毛料锻造(次之)适用于平焊及对焊法兰,钢板适用于平焊法兰,还有离心铸造及浇铸法兰。
平焊法兰在法兰盘用于外接的一侧设置了多个定位孔,每个定位孔内还各设置了一个插接柱,当当两片法兰对接固定的时候法兰盘上的定位孔和插接柱彼此咬合固定,这样法兰即使沿中间轴往复运动也不会发生相对位移,提升了法兰间的密封性。
平焊法兰的名称中“平焊”代表法兰的焊接形式,他区别于对焊法兰,因为焊接形式不同法兰的形状和尺寸都有所不同,使用的场合和承受压力也不同。
平焊法兰的裂纹出现的时候我们要在裂纹根源进行分析,从金相检查结果看,材料的晶粒粗大,这是由于在铸造或热处理时温度控制不当造成的。