电话:
手机:15713078399
网址:www.mcjinshan.com
厂址:河北省孟村回族自治县辛大公路董林工业区
对焊法兰不易变形,密封好,应用普遍,适用于压力或温度大幅度波动的管线或高温、高压及低温的管道,优点是价格比较便宜,公称压力不超过2.5MPa;也用于输送价格昂贵、易燃、易爆介质的管路上,公称压力在PN16MPa左右。对焊法兰连接使用方便,能够承受大的压力。而对焊法兰垫根据压力的不同等级制作材料也不一样。从低压石棉垫、高压石棉垫到金属垫都有。
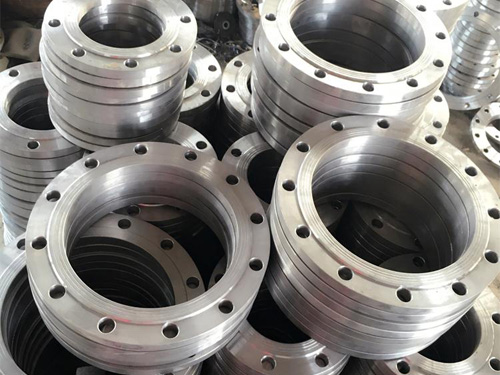
对焊法兰是指带颈的并有圆管过渡的并与管子对焊连接的法兰。对焊法兰不易变形,密封好,应用普遍,公称压力PN在16MPa左右。对焊法兰适用于高温、高压及低温的管道或者压力、温度大幅度波动的管道,对焊法兰也用于输送价格昂贵、易燃易爆介质的管路上。
对焊法兰主要应用的环境是适宜的,需要根据具体的情况确定,确定对焊法兰的具体使用价值和性能,承受住高温高压。对焊法兰适用于公称压力不超过2.5MPa的钢管道连接。
对焊法兰无损检测是压力容器检验中应用的方法,它可应用于容器制造的各个环节,在原材料的检验中,厚度超过某一数值的压力容器用钢板、高压无缝钢管、IV级以上钢号的锻件需进行特别检测,等级钢材热加工后的坡口表面需进行表面检测,容器上的焊缝要进行射线检测或特别检测。另外在焊工操作技能考核、焊接工艺评定、产品试板、在用压力容器检验等方面也要求无损检测。
法兰自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。法兰镦粗:镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
法兰拔长:拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
对焊法兰的应用范围:
1、部件的组焊:将简单轧制、锻造、冲压或机加工件对焊成复杂的零件,以降低成本。例如汽车方向轴外壳和后桥壳体的对焊,各种连杆、拉杆的对焊,以及特别零件的对焊等。
2、环形工件的对焊:例如汽车轮辋和自行车、摩托车轮圈的对焊、各种链环的对焊等。
3、异种金属的对焊:可以节约贵重金属,提升产品性能。例如刀具的工作部分(钢)与尾部(中碳钢)的对焊,内燃机排气阀的头部(不怕热钢)与尾部(结构钢)的对焊,铝铜导电接头的对焊等。
4、工件的接长:例如带钢、型材、线材、钢筋、钢轨、锅炉钢管、石油和燃气输送等管道的对焊。
对焊法兰的生产加工过程:
1、保护气压力。为了防止对焊法兰出现微漏,炉内保护气应保持的正压,如果是氢气保护气,一般要求20kBar以上。
2、对焊法兰加工铸造炉内水汽。一方面检查炉体材料是否干燥,初次装炉,炉体材料要烘干;二是进炉的法兰管件是否残留过多水渍,特别法兰管件上面如果有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了。
3、退火气氛。对焊法兰一般都是采用氢作为退火气氛,如果气氛中另一部分是惰性气体的话,度也可以低一点,但是不能含有过多氧气、水汽。
4、炉体密封性。对焊法兰光亮退火炉应是封闭的,与外界空气隔绝;采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑;其中容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。
5、退火温度是否达到规定温度。对焊法兰处理一般是采取固溶热处理,也就是人们平常所谓的“退火”,温度范围为1040~1120℃(标准)。你也可以通过退火炉观察孔观察,退火区的法兰管件应为白炽状态,但没出现软化下垂。